
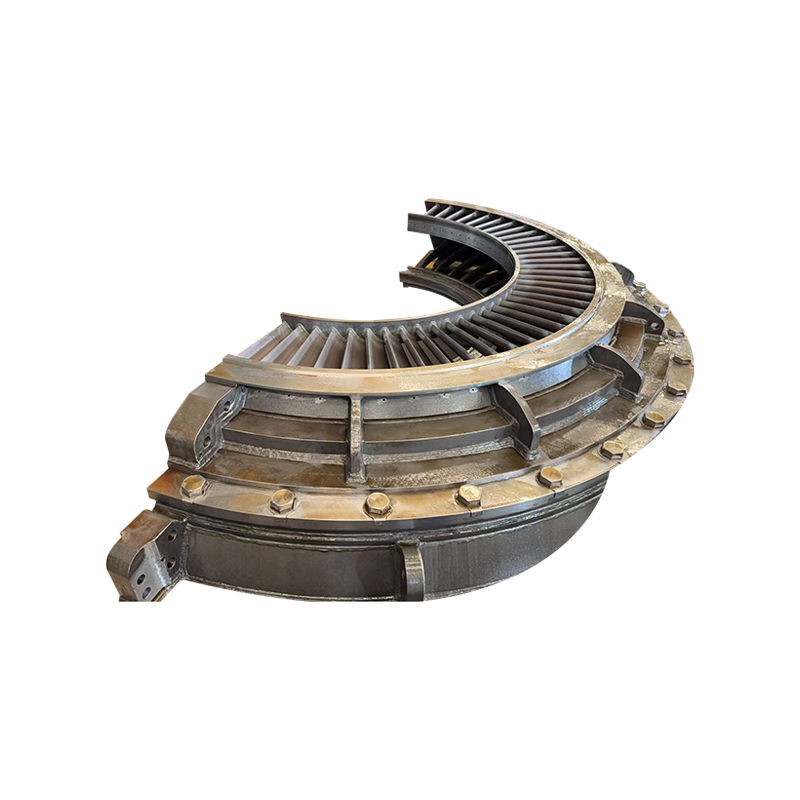
Turbiny parowe są krytycznymi komponentami w procesach wytwarzania energii i przemyśle. Wydajność, wydajność i niezawodność turbiny parowej zależą od precyzji i trwałości jej elementów. Wśród nich Elementy konstrukcyjne membrany turbiny parowej ze stali węglowej jest szczególnie ważne. Elementy te obejmują pierścienie wewnętrzne i zewnętrzne oraz nieruchome łopatki, które kierują parę przez turbinę. Ponieważ działają w wysokich temperaturach, wysokich ciśnieniach i intensywnych obciążeniach mechanicznych, zapewnienie ich jakości podczas produkcji jest niezwykle istotne.
Kontrola jakości w produkcji membran turbin ze stali węglowej obejmuje szereg środków obejmujących wybór materiału, procesy produkcyjne, dokładność wymiarową, właściwości mechaniczne i kontrolę końcową. Celem jest wytwarzanie komponentów spełniających rygorystyczne wymagania dotyczące wydajności i bezpieczeństwa, przy jednoczesnej minimalizacji ryzyka awarii podczas eksploatacji.
1. Wybór i weryfikacja materiału
Pierwszym krokiem kontroli jakości jest dobór odpowiedniej stali węglowej na elementy membrany. Materiał musi posiadać wysoką wytrzymałość, sztywność i odporność na wysokie temperatury i korozję. Dostawcy są poddawani szczegółowej ocenie, a certyfikaty materiałowe są weryfikowane w celu zapewnienia zgodności z normami branżowymi. Przeprowadza się analizę składu chemicznego w celu potwierdzenia, że stal spełnia wymagane specyfikacje. Obejmuje to badanie zawartości węgla, pierwiastków stopowych i zanieczyszczeń, które mogą mieć wpływ na właściwości mechaniczne.
2. Kontrola przychodzącego materiału
Po otrzymaniu surowej stali węglowej przeprowadzane są dokładne kontrole, zanim materiał trafi do produkcji. Inspekcje wizualne sprawdzają, czy nie występują wady powierzchni, takie jak pęknięcia, wtrącenia lub korozja. Nieniszczące metody badań, takie jak badania ultradźwiękowe lub kontrola cząstek magnetycznych, służą do wykrywania wewnętrznych wad, które mogą zagrozić integralności elementów membrany. Do etapu produkcji trafiają wyłącznie materiały, które przejdą pomyślnie te kontrole.
3. Kontrola obróbki cieplnej
Obróbka cieplna jest kluczowym procesem poprawiającym właściwości mechaniczne membran ze stali węglowej. Aby osiągnąć pożądaną twardość, wytrzymałość i stabilność wymiarową, stosuje się procesy takie jak wyżarzanie, normalizowanie, hartowanie i odpuszczanie. Środki kontroli jakości obejmują precyzyjną kontrolę temperatury pieca, czasu ogrzewania i szybkości chłodzenia. Do monitorowania procesu wykorzystywane są termopary i czujniki temperatury, zapewniające równomierną obróbkę cieplną całego elementu. Kontrole po obróbce sprawdzają, czy osiągnięto pożądane właściwości mechaniczne.
4. Dokładność obróbki i kontrola wymiarowa
Membrany turbin parowych wymagają bardzo precyzyjnych wymiarów, aby zapewnić odpowiednie dopasowanie i działanie. Procesy obróbki, w tym toczenie, frezowanie i szlifowanie, są ściśle monitorowane. Maszyny CNC są powszechnie stosowane w celu osiągnięcia wąskich tolerancji i spójnych wyników. Środki kontroli jakości obejmują kontrole wymiarowe w trakcie procesu przy użyciu współrzędnościowych maszyn pomiarowych, mikrometrów i suwmiarki. Kontrole te zapewniają, że pierścienie wewnętrzne i zewnętrzne, a także nieruchome łopatki spełniają specyfikacje konstrukcyjne. Wszelkie odchylenia są natychmiast korygowane, aby zapobiec rozprzestrzenianiu się defektów w procesie produkcyjnym.
5. Kontrola profilu ostrza i jakości powierzchni
Nieruchome łopatki membrany turbiny mają kluczowe znaczenie dla skutecznego kierowania przepływem pary. Profile łopatek muszą dokładnie odpowiadać specyfikacjom projektowym, aby zoptymalizować konwersję energii i zminimalizować turbulencje. Jakość powierzchni jest również ważna, aby zapobiec erozji i zmniejszyć tarcie. Kontrola ostrza obejmuje precyzyjne narzędzia pomiarowe i technologie skanowania optycznego w celu sprawdzenia geometrii i wykończenia powierzchni. Inspekcje wizualne identyfikują niedoskonałości powierzchni, takie jak zadrapania lub zadziory, które mogą mieć wpływ na działanie.
6. Kontrola spawania i montażu
W niektórych konstrukcjach membran wymagane jest spawanie w celu zamocowania nieruchomych łopatek do pierścieni wewnętrznych i zewnętrznych. Kontrola jakości w spawalnictwie obejmuje odpowiednie przygotowanie powierzchni złączy, dobór odpowiednich materiałów spawalniczych oraz precyzyjną kontrolę parametrów spawania. Badania nieniszczące, takie jak kontrola radiograficzna lub badania ultradźwiękowe, przeprowadzane są w celu wykrycia defektów wewnętrznych, w tym porowatości, pęknięć lub niepełnego stopienia. Kontrole montażu zapewniają, że łopatki są prawidłowo ustawione i bezpiecznie zamocowane, zachowując integralność strukturalną membrany.
7. Badania nieniszczące komponentów
Oprócz kontroli spawania całą membranę poddaje się testom nieniszczącym, aby zapewnić niezawodność. Powszechnie stosuje się badania ultradźwiękowe, radiografię, kontrolę cząstek magnetycznych i badania penetracyjne barwnika. Metody te wykrywają wady wewnętrzne, pęknięcia powierzchni i inne niedoskonałości, które mogą obniżyć wydajność. Badania nieniszczące są szczególnie ważne w przypadku części pracujących pod dużym obciążeniem, ponieważ nawet drobne defekty mogą prowadzić do katastrofalnej awarii podczas pracy turbiny.
8. Badanie właściwości mechanicznych
Testowanie właściwości mechanicznych jest niezbędne, aby potwierdzić, że membrany ze stali węglowej wytrzymują naprężenia eksploatacyjne. Na przykładowych materiałach i komponentach przeprowadza się takie testy, jak próba rozciągania, próba twardości i próba udarności. Testy te oceniają wytrzymałość, wytrzymałość i plastyczność, zapewniając, że membrany spełniają wymagania projektowe. Elementy poddane obróbce cieplnej są ponownie testowane w celu potwierdzenia, że proces obróbki osiągnął pożądane właściwości.
9. Ocena odporności na korozję
Membrany turbin parowych są narażone na działanie pary o wysokiej temperaturze, która może przyspieszyć korozję. Środki kontroli jakości obejmują badanie odporności na korozję, często z wykorzystaniem testów w mgle solnej lub symulacji korozji w wysokiej temperaturze. W celu poprawy odporności na korozję można zastosować powłoki lub obróbkę powierzchniową, a ich skuteczność jest weryfikowana w drodze kontrolowanych testów. Ten krok zapewnia zachowanie integralności strukturalnej membran przez długi okres eksploatacji.
10. Weryfikacja wymiarowa i funkcjonalna przed dostawą
Przed wysyłką każda membrana przechodzi ostateczną kontrolę wymiarową i funkcjonalną. Pomiary są porównywane ze specyfikacjami projektowymi, a komponenty są sprawdzane pod kątem prawidłowego montażu, wyrównania ostrzy i ogólnej integralności konstrukcyjnej. Testy funkcjonalne mogą obejmować sprawdzenie luzów, ruchu łopatek, jeśli ma to zastosowanie, oraz dopasowania do współpracujących części turbiny. Do dostarczenia do producenta turbiny lub elektrowni dopuszczone są wyłącznie komponenty spełniające wszystkie specyfikacje.
11. Dokumentacja i identyfikowalność
Istotnym aspektem kontroli jakości jest prowadzenie kompleksowej dokumentacji. Do każdej partii membran ze stali węglowej dołączona jest dokumentacja zawierająca szczegółowe certyfikaty materiałowe, wyniki kontroli, parametry obróbki cieplnej, tolerancje obróbki, raporty z badań nieniszczących i dane z testów mechanicznych. Identyfikowalność gwarantuje, że wszelkie problemy zidentyfikowane podczas pracy turbiny można powiązać z konkretnymi procesami produkcyjnymi, umożliwiając działania naprawcze i ciągłe doskonalenie.
12. Ciągłe doskonalenie i audyty procesów
Kontrola jakości nie ogranicza się do inspekcji indywidualnych. Wdrażane są programy ciągłego doskonalenia i audyty procesów w celu monitorowania spójności produkcji i identyfikowania możliwości ulepszeń. Statystyczne metody kontroli procesów analizują zmiany parametrów produkcji, natomiast audyty wewnętrzne weryfikują przestrzeganie standardów jakości. Informacje zwrotne od operatorów turbin są również uwzględniane w celu udoskonalenia procesów produkcyjnych i zapewnienia, że membrany spełniają zmieniające się wymagania dotyczące wydajności.
Wniosek
Produkcja elementów konstrukcyjnych ze stali węglowej do membran turbin parowych wymaga rygorystycznej kontroli jakości na każdym etapie, od wyboru materiału po kontrolę końcową. Zapewnienie, że te komponenty posiadają wymagane właściwości mechaniczne, dokładność wymiarową, odporność na korozję i integralność strukturalną, jest niezbędne dla niezawodnej i wydajnej pracy turbin parowych. Wdrażając kompleksowe środki kontroli jakości, producenci mogą zmniejszyć ryzyko awarii komponentów, zoptymalizować wydajność turbiny i wydłużyć żywotność tych krytycznych części.
Dzięki uważnemu monitorowaniu materiałów, precyzyjnej obróbce, obróbce cieplnej, badaniom nieniszczącym i ostatecznej weryfikacji, membrany ze stali węglowej są produkowane tak, aby spełniać rygorystyczne standardy wymagane przez nowoczesne turbiny parowe. Kontrola jakości to nie tylko formalność proceduralna; jest to krytyczny proces zapewniający bezpieczeństwo, niezawodność i wydajność operacyjną w jednym z najbardziej wymagających środowisk inżynierskich.








